「油圧トルクレンチメーカー」タイタンジャパンがボルト締付を革新する。
高周波ボルトヒーターをご紹介します。
![]()
![]()

高周波ボルトヒーター
高周波ボルトヒーターのニーズ

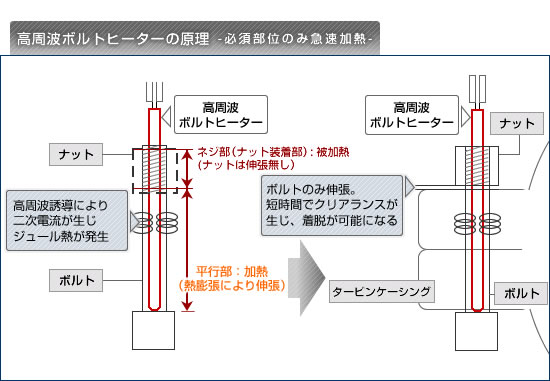
発電用タービンのケーシングは高圧力で使用されるので高い締付力を要します。そのためボルト を加熱伸張して締付け後、常温に戻った際の収縮を利用して緊張度を高めています。 このような強い力で締付けられたボルトは、定期点検や修理などでボルトを緩める場合、締結時 と同様に加熱伸張が必要で、工具だけでボルトを緩めることは出来ません。 開放点検は、それ自体が多大な時間・労力・費用を要する作業ですが、発電を停止して行うため、 点検期間中は電力を購入等せねばなりません。
長期間の点検作業は、採算を大きく悪化しますので、各作業は短時間で行われることが要求され ますが、中でも数十本から百本以上にも及ぶボルトの着脱作業は大きなウエイトを占めています。 しかし、電気ヒータなどの従来の加熱方法では、加熱に時間を要するほか、熱伝導によりナット も加熱伸張されてしまい、緩めるのに必要なクリアランスが得にくく、やり直しのためナットの 冷却を待たねばならないこともしばしば有り、ボトルネック工程になっていました。
この問題解決のため、ジェミックス社は独自に研究開発し、当社はこの技術を導入し、短時間に効率良く作業が行える高周波誘導加熱 の適用に成功しました。 これによる作業時間の短縮などの成果は、顧客・施工会社から高い評価をいただいています。
高周波ボルトヒーターの特長
高周波誘導加熱は最も効率の良い金属加熱方法の一つです。 この加熱原理が、工期短縮,施工の安全性・確実性の向上など、多くのメリットを提供します。
| 従来工法 | 高周波ボルトヒーター | ||
|---|---|---|---|
| 加熱方法 | 電気ヒーター | ガスバーナー | 高周波誘導加熱 |
| 加熱時間 | 50分〜60分 | 20分〜30分 | 5分〜10分 |
| ランニングコスト | × | × | ◎ |
| 装置コスト | ○ | ○ | × |
| 品質/環境 | △ | × | ◎ |
| 作業性/安全性 | △ | △ | ◎ |
※加熱時間は、ボルト1本当たりの作業時間です。
※ボルト材質、長さによって変動することをご了承ください。
![]()
![]()
- 油圧トルクレンチ

- 油圧トルクレンチ

- 油圧ポンプ
- エアトルクレンチ
- 電動トルクレンチ
- トルク試験機
- 高周波ボルトヒーター
- 油圧ナット
- 油圧テンショナー
(ボルトテンショナー) - 油圧ホース
- 油圧ナットスプリッター
- アクセサリー
- フランジスプレッダー
- バックアップレンチ
- ギア式トルクレンチ
- その他の取扱製品
![]()
![]()
![]()
油圧トルクレンチ 株式会社タイタンジャパン
〒651-2122 兵庫県神戸市西区玉津町高津橋280番16
Tel:078-919-5219 Fax:078-919-5229
E-mail:info@titanti-jp.com URL:https://www.titanti-jp.com/
〒651-2122 兵庫県神戸市西区玉津町高津橋280番16
Tel:078-919-5219 Fax:078-919-5229
E-mail:info@titanti-jp.com URL:https://www.titanti-jp.com/
![]()
![]()